The Science Behind Ceramic Partitioned Rings for Better Gas Absorption

Ceramic Saddles vs. Random Packing: Which Delivers Better ROI?
May 16, 2025
PP Pall Rings: A Lightweight Powerhouse for Indian Chemical Towers
May 19, 2025
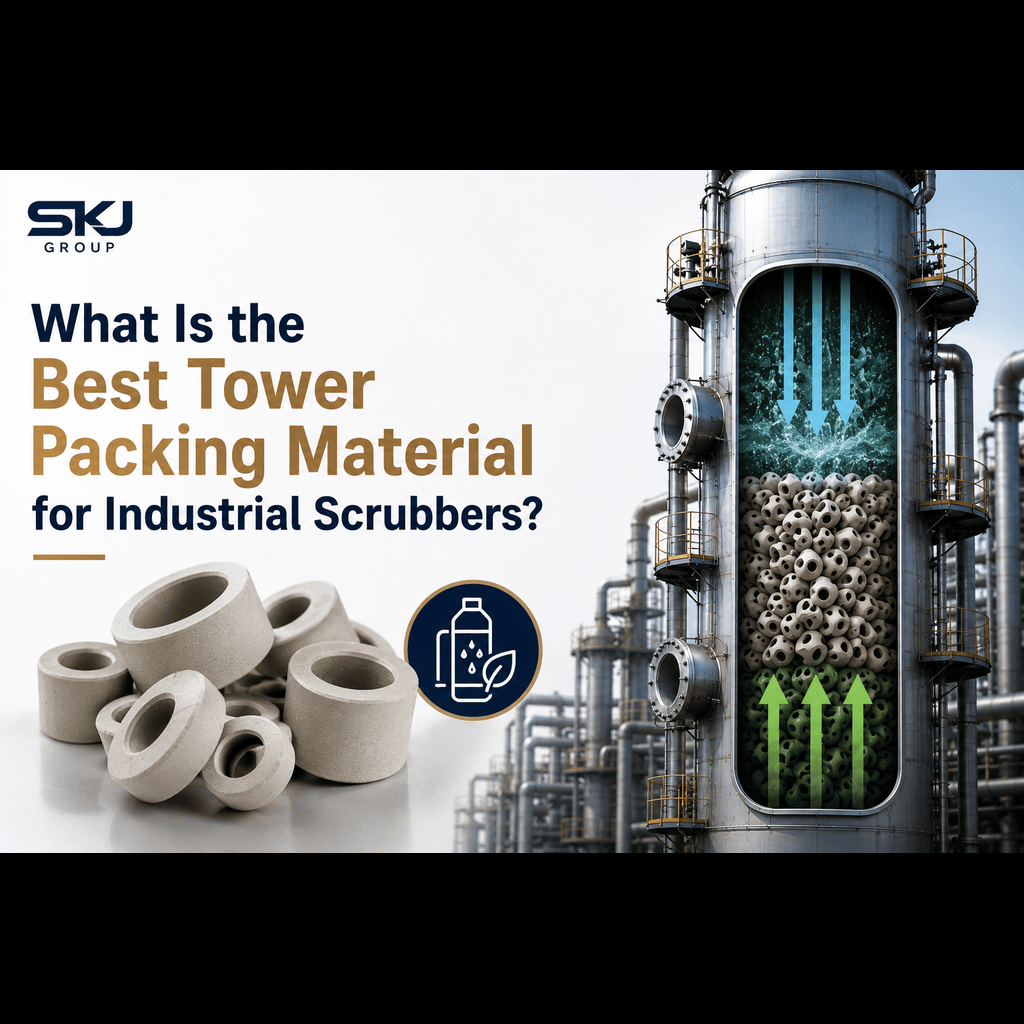
Efficient gas absorption is critical in chemical processing, air pollution control, and various industrial applications. Choosing the right packing material makes a big difference in process efficiency and long-term ROI. This is where Ceramic Ring Partitioned packing plays a significant role.
In this blog, we’ll explore the science behind ceramic ring partitioned designs, their benefits, and how they outperform conventional alternatives in gas absorption. Whether you’re a plant manager or a process engineer, this guide will help you understand why Ceramic Ring Partitioned media are essential.
What Are Ceramic Partitioned Rings?
Understanding the Structure of Ceramic Ring Partitioned
Ceramic partitioned rings are a type of random tower packing made of high-temperature-resistant ceramic. What makes them unique is the partitioned design inside the ring, which increases the surface area for gas-liquid contact.
How the Design Supports Gas Absorption
The internal partitions divide the flow, enhancing turbulence and increasing mass transfer efficiency. Compared to traditional random packing, ceramic partitioned rings reduce pressure drop and provide excellent resistance to thermal and chemical stress.
Primary Benefits:
- High mechanical strength
- Large surface area
- Improved flow distribution
- Excellent acid resistance
Why Ceramic Ring Partitioned Outperforms Traditional Packing
Enhanced Mass Transfer
The partitioned design offers more contact points for gas and liquid phases, improving mass transfer rates. This translates to more efficient gas absorption in shorter column heights.
Lower Pressure Drop
A common issue in packed towers is pressure drop. The design of ceramic ring partitioned minimizes resistance, allowing smooth flow even under high gas flow conditions.
Superior Chemical Resistance
Ideal for applications involving strong acids or corrosive gases, ceramic ring partitioned materials don’t degrade easily. This longevity makes them a cost-effective choice in the long run.
Common Applications Include:
- Sulfuric acid towers
- Chlorine gas scrubbers
- Ammonia absorption systems
Real-World Applications: Ceramic Ring Partitioned in Action
Chemical Processing Industries
Used extensively in reactors and absorption towers to optimize reaction conditions.
Air Pollution Control
Ideal for use in gas scrubbers to remove pollutants like SOx and NOx.
Water Treatment Plants
Improves the absorption of gases like CO2 and ozone in various water purification systems.
Selecting the Right Ceramic Ring Partitioned Manufacturer
Choosing a trusted supplier is crucial. A reputable ceramic ring partitioned exporter or manufacturer ensures quality materials, timely delivery, and compliance with global standards.
Key Factors to Consider:
- ISO certifications
- Past client references
- Custom size availability
- Bulk delivery capacity
How to Maximize ROI Using Ceramic Ring Partitioned Packing
Best Practices for Use:
- Ensure proper pre-cleaning before loading into towers
- Stack according to manufacturer recommendations
- Monitor for fouling and clean periodically
Cost Savings Over Time
Though the initial cost may be higher than plastic or metal alternatives, the extended life span, minimal maintenance, and high performance of ceramic ring partitioned packing result in better ROI.
Frequently Asked Questions (FAQ)
Q1: Are Ceramic Ring Partitioned suitable for high temperatures?
Yes, they can withstand extremely high temperatures, making them ideal for thermal processing.
Q2: Can they be used in alkaline environments?
Ceramic materials are generally acid-resistant. For alkaline use, consult with your ceramic ring partitioned exporter to confirm material compatibility.
Q3: What sizes are available?
Sizes typically range from 25mm to 76mm. Custom sizes can be requested from your ceramic ring partitioned supplier.
Q4: Do they require special handling?
Yes, due to their brittleness. It’s best to handle with care and use proper installation procedures.
Conclusion
Ceramic ring partitioned media are a game-changer in gas absorption efficiency. Their innovative design, thermal resistance, and high mechanical strength make them the preferred choice across multiple industries.
If you’re looking to enhance your plant’s performance, contact a trusted ceramic ring partitioned manufacturer or exporter today to explore the best solutions for your system.
Contact us now or explore more ceramic solutions on our website!

{kind=link}
{kind=link}
{kind=link}